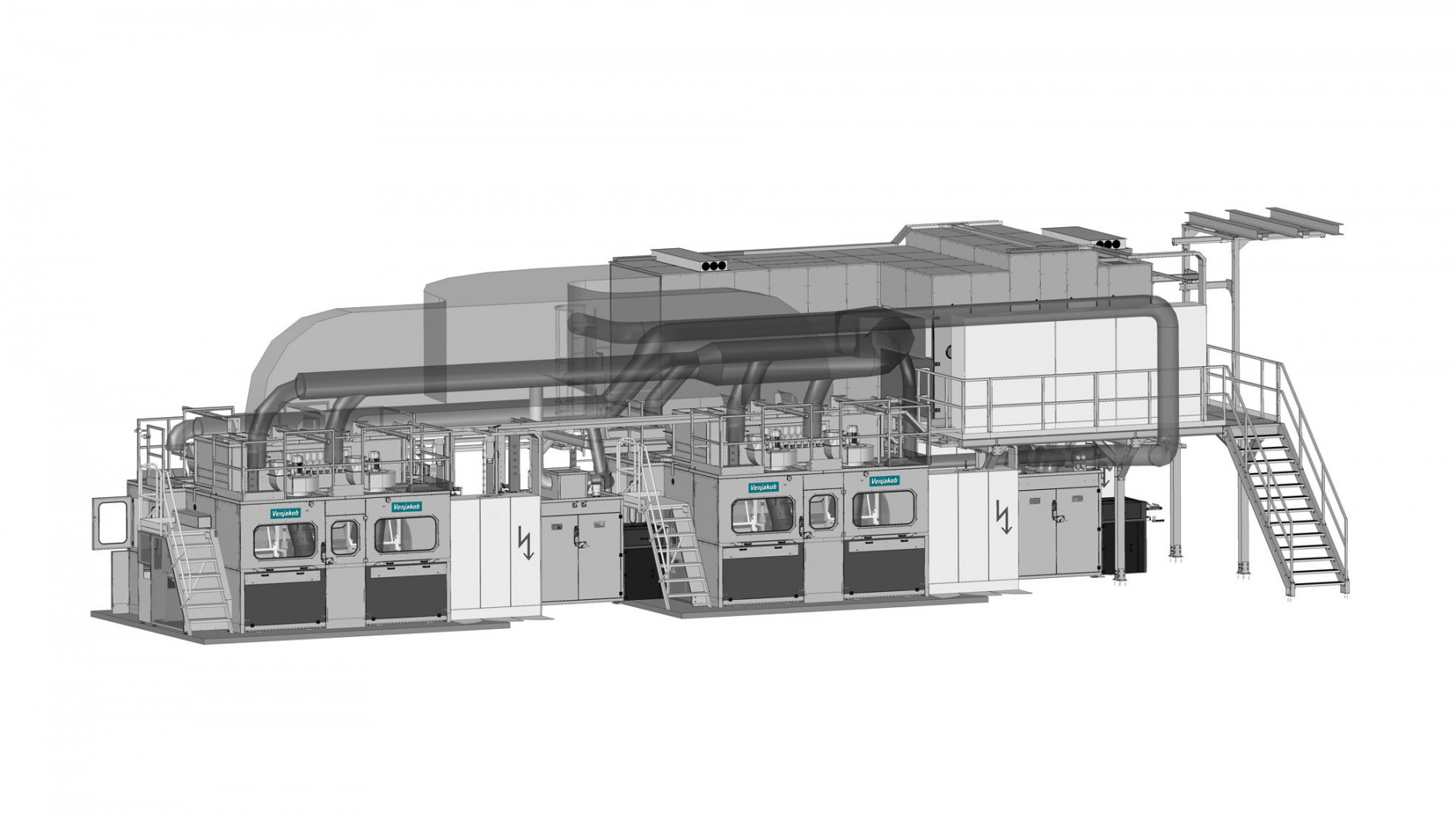
Contact-free coating in through-feed operation
Electric cars constitute an ever-higher percentage of the overall number of cars on the German market. The battery plays the most important role in this context. It determines the reach, charging time and 1/3 of the added value. For a long time, German car manufacturers procured their battery cells primarily from Asian suppliers. As a result of political course changes, this is now no longer the case. In late 2020, German Minister for Economic Affairs Peter Altmaier announced that efforts will be made to ensure that in the future, the most innovative and environment-friendly battery cells will come from Europe.
Since then, battery cell production in Germany has picked up momentum.
Coating replaces foil
In the case presented here, a German car maker was trying to find a way to do away with the protective foil that covers the sensitive cell module. Applying this foil is a complex and costly process. The solution turned out to be coating. The car maker found an industrial lacquer manufacturer who developed a lacquer with the most important features for protecting the battery cell: Acid resistance, temperature resistance, thermal conductivity, resistance to high voltages, etc. Once this lacquer had been developed, machines were required for coating the prismatic cell modules. The first coating trials were more or less successful. Eventually the car manufacturer added further requirements: The coating process had to be faster or, more specifically, more battery cells had to be coated in less time. A different plant concept was required to achieve these objectives. Venjakob convinced the car maker with its innovative ideas, state-of-the-art technology and economic efficiency.
Battery coating without workpiece carriers
In the previous plant concept, the batteries were placed upside down in a workpiece carrier to protect their terminals from overspray. The entire workpiece carrier was coated along with the battery. “Far too much work and far too expensive,” concluded Venjakob’s engineers. It was necessary to remove the special coating material from the workpiece carrier each time. The Venjakob development team set out to find a more efficient concept. They looked to the conveyor system for a solution. What about doing away with the workpiece carrier altogether? Is there a way to change the surface of the conveyor belt so that the cell modules can be placed directly on the belt and can be protected from all sides while they are coated in through-feed operation? The Venjakob team conducted experiments in the company’s own technical center and presented the car maker with a plant concept that took all customer requests into account.
Innovation in conveyor technology
To make the workpiece carrier unnecessary, the conveyor belt was equipped with a raised track, on which the cell modules are placed with short gaps between them in such a way that all parts that need to be protected, namely the electric poles, the degassing valve and the DataMatrix-Code, are reliably protected from overspray throughout the entire coating process. The cell modules are transported through the process by a conveyor belt. Prior to the first coating sequence they are automatically positioned on the subsequent conveyor by a mechanical position adapter. In the coating booth, five fixed spray guns are used to coat the modules from five sides while they pass through. There is no need for gripping, turning or handling - and therefore no risk of damaging the sensitive cell modules. After the coating process the battery cells are automatically transported through a UV drying channel for initial drying. From there they move on to the next coating sequence and along a conveyor belt to another special UV drying channel. In the final step, the fully coated battery cells are transported to the discharge by a driven conveyor belt.
Coating material recovery reduces consumption
The overspray collected on the conveyor belt during coating is scraped off by a doctor blade and returned to the material supply via intermediate steps. The same applies to the material recovered from the air.
The improvements at a glance
No need for workpiece carriers.
Before, three robots were used for coating in cycles. Now five fixed spray guns are used for this task. The material is applied as the workpieces pass through.
Increased production speed - there is continuous transport in a window of 10-13 minutes.
Three battery cell formats can now be coated without having to convert the system.
Ease of maintenance: System components that are crucial for maintenance and replacement such as conveyor belts, extraction and filter units etc. are either easily accessible or installed on rollers so that it is easy to move them out of the system.
Conclusion: The new coating process has accelerated the entire battery cell production and has further reduced costs.


